
激光全息防伪标识、标签纸,可以做成单张形式的产品,也可以做成盘纸形式。单张形式的标识称作“版标”,一般用于手工贴标;盘纸形式的标识称作“盘标”,广泛用于自动貼标机及各类产品的包装生产线,可实现自动贴标。无论是版标还是盘标,它们可以采用水性涂布或热熔涂布的方式,将标识薄膜与防粘纸,通过水性胶黏剂或热熔胶进行涂布、层合在一起。采用水性涂布时,层合后产品要经过干燥道烘干,需消耗一定的热能,设备结构也较复杂。在这方面,热熔涂布的优势比较明显。
热熔涂布是将热熔胶在热熔状态下涂于原纸表面,经冷却而形成纸面涂层的一种工艺过程。激光防伪标识有防伪标识-热熔胶-防粘纸的结构。它们是通过热熔涂布,先将溶化后的热熔胶涂布在防粘纸表面,再与标识(已压制出激光全息图像的镀铝薄膜)层合而得到的。
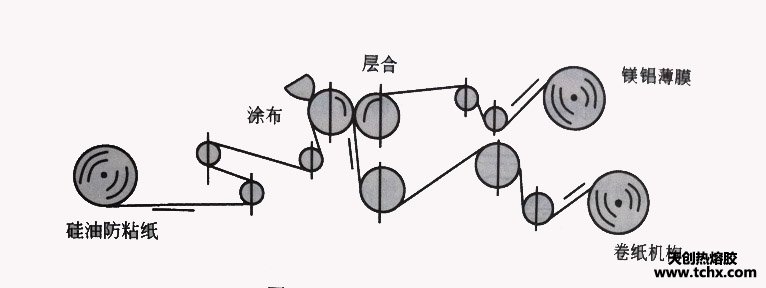
用于生产防伪标识的热熔涂布系统主要包括热熔胶机和热熔涂布机。热熔胶机由热熔罐、胶泵、上料输胶管等组成。热熔涂布机由放纸(膜)机构、卷纸机构、辊式涂布机构组成。涂布层合后的产品自然冷却过程中,热熔胶重新变成固体。因此,热熔胶涂布工艺不需庞大的干燥道、干燥时无需耗费大量热能,结构简单、紧凑、设备体积小,占地面积少。热熔涂布机的结构如图所示。
热熔涂布操作时应注意如下几点。
(1) 控制好涂布的温度
热熔胶的黏度是温度的函数,热熔胶的黏度又直接影响到热熔涂布的质量。因此,热熔涂布时涂布温度的控制十分重要。一般,选择涂布温度在热熔胶软化点之上80℃〜100℃。要注意由于季节变化引起的环境温度变化,适当调整胶槽的设定温度。
(2) 注意设备配置
要根据热熔罐、胶泵、输胶管、涂布机的现场配置来调整各点温度的设定值,此外,热熔胶喷口与防粘纸之间距离、涂布运行速度、从涂布到层合的路程等,都在不同程度上影响涂布效果。
(3) 掌握层合材料的特点
激光全息防伪标识的层合材料是镀铝薄膜和防粘纸,它们都属于非孔性材料,层合时不需太大压力,但要求有一定的层合时间。除选用适当的热熔胶以外,还要通过调整层合时压力、层合材料的张力及层合后在一定张力下的卷取,以使层合达到要求。
